
Πώς να επιλέξετε τη διαδικασία πρόληψης διαρροής του φίλτρου;
2024-09-27
Όπως αναφέραμε προηγουμένως, υπάρχουν 3 διαδικασίες για να αποφύγετετσάντα φίλτρουδιαρροή. Η θεραπεία με καυτή τήξη είναι η καλύτερη μέθοδος, με χαμηλό κόστος και καλή επίδραση πρόληψης διαρροών. Όταν δεν μπορεί να χρησιμοποιηθεί διαδικασία καυτού τήγματος, πώς πρέπει να επιλέξουμε τις υπόλοιπες δύο διαδικασίες; Λαμβάνοντας υπόψη το καυσαετάκιο των σταθμών ηλεκτροπαραγωγής με καύση άνθρακα ως παράδειγμα, τα ακόλουθα αξιολογούν τη διαδικασία επίστρωσης και τη διαδικασία ταινίας PTFE από τις δύο πτυχές της αντίστασης στη θερμότητα και της αντοχής στη διάβρωση οξέος, παρέχοντας μια αναφορά για την επιλογή μέτρων πρόληψης διαρροής του φίλτρου.
1 Αντίσταση θερμότητας ταινίας PTFE
Η θερμοκρασία καυσαερίων των σταθμών ηλεκτροπαραγωγής με καύση άνθρακα είναι συνήθως πάνω από 100 ° C και σε ορισμένες ειδικές συνθήκες εργασίας μπορεί να φτάσει τους 170 ° C και η στιγμιαία θερμοκρασία λειτουργίας μπορεί να φτάσει ακόμη και πάνω από 200 ° C. Οι σακούλες φίλτρου που χρησιμοποιούνται σε θερμικές σταθμές ηλεκτροπαραγωγής πρέπει να είναι σε θέση να εργάζονται σε περιβάλλοντα υψηλής θερμοκρασίας. Προκειμένου να προσομοιωθεί το περιβάλλον υψηλής θερμοκρασίας των πραγματικών συνθηκών εργασίας, τα δείγματα δοκιμής με προδιαγραφή 5 χ 5 cm τοποθετήθηκαν σε φούρνο υψηλής θερμοκρασίας και οι αλλαγές εμφάνισής τους παρατηρήθηκαν μετά από θερμική επεξεργασία στους 200 ° C για 24 ώρες. Όπως φαίνεται στο Σχήμα 2.1, από τη σύγκριση των δειγμάτων που υποβλήθηκαν σε θεραπεία με τη διαδικασία της επίστρωσης κόλλας και της ταινίας PTFE πριν και μετά από θεραπεία με υψηλή θερμοκρασία, μπορεί να φανεί ότι το χρώμα εμφάνισης του επικαλυμμένου με κόλλα δείγμα ελαφρώς μετατράπηκε σε κίτρινο κίτρινο, αλλά το σφραγίδα ήταν σταθερά συνδεδεμένο με το υπόστρωμα του φίλτρου. Ενώ η ταινία PTFE συρρικνώθηκε σημαντικά και οι προφανείς σκούρες κίτρινες ουσίες ξεπήδησαν από την άκρη της ταινίας PTFE. Επομένως, μπορεί να εξηγηθεί ότι η σύντηξη της ταινίας PTFE και η ραφή δεν βασίζεται στη θερμική σύντηξη του PTFE και του υποστρώματος, αλλά στην προσκόλληση της κόλλας και αυτός ο τύπος κόλλας δεν είναι κατάλληλος για περιβάλλοντα υψηλής θερμοκρασίας.
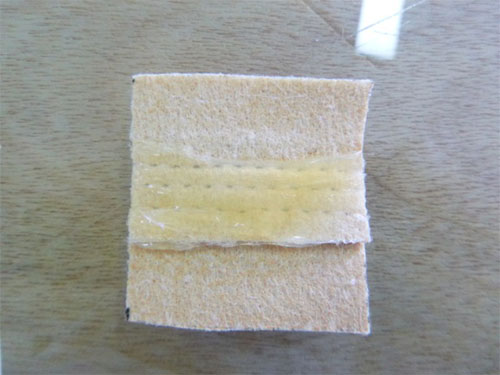
Εικόνα 1 δείγμα μετά από επεξεργασία υψηλής θερμοκρασίας (η επάνω εικόνα δείχνει επικαλυμμένη με κόλλα και η κάτω εικόνα δείχνει ταινία PTFE)
2 Αντίσταση διάβρωσης οξέος
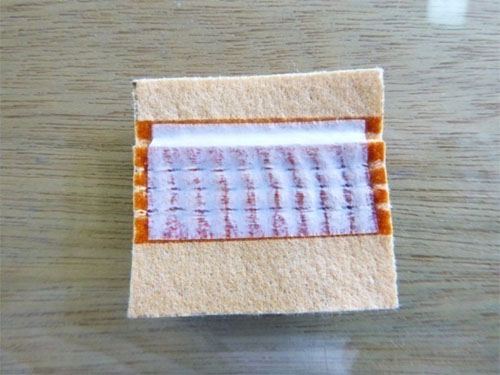
Το θείο παράγεται όταν καίγεται ο άνθρακας και στη συνέχεια το θειικό οξύ με ισχυρές διαβρωτικές ιδιότητες σχηματίζεται μετά από οξείδωση και επαφή με το νερό, το οποίο θα έχει κάποια επίδραση στην ταινία στεγανοποίησης και PTFE που χρησιμοποιείται για τη σφράγιση των οπών. Προκειμένου να προσομοιωθεί το όξινο διαβρωτικό περιβάλλον υπό πραγματικές συνθήκες εργασίας, τοποθετήθηκε ένα δείγμα με προδιαγραφή 5 x 5 cm σε διάλυμα 35% θειικού οξέος και παρατηρήθηκε για σημαντικές αλλαγές μετά από 24 ώρες εμβάπτισης. Όπως φαίνεται στο σχήμα 2.3, το δείγμα που υποβλήθηκε σε θεραπεία με κόλλα δεν έχει προφανή αλλαγή χρώματος στην εμφάνιση μετά από επαφή με το διάλυμα θειικού οξέος και το κολλοειδές είναι ελαφρώς κολλώδες, αλλά το σφραγιστικό μπορεί να προσκολληθεί σταθερά στο υπόστρωμα του υλικού του φίλτρου. Το δείγμα που έχει υποβληθεί σε επεξεργασία με ταινία PTFE αποσπάται μετά από επαφή με το διάλυμα θειικού οξέος και διαχωρίζεται σχεδόν από το υπόστρωμα του υλικού του φίλτρου. Ο λόγος μπορεί να είναι ότι η κόλλα της ταινίας PTFE δεν είναι ανθεκτική στη διάβρωση οξέος, οδηγώντας στο ξεφλούδισμα της ταινίας PTFE. Ως εκ τούτου, είναι πιο ενδεδειγμένο να χρησιμοποιηθεί η διαδικασία συγκολλητικής επικάλυψης σε εφαρμογές μηχανικής όπου οι ταινίες PTFE είναι επιρρεπείς σε ξεφλούδισμα σε ισχυρά όξινα διαβρωτικά περιβάλλοντα, οδηγώντας στον κίνδυνο αποτυχίας σφραγίδας και διαρροής σκόνης.


Εικόνα 2 Δείγματα μετά από θεραπεία θειικού οξέος (η ανώτερη εικόνα δείχνει επικαλυμμένη με κόλλα και η κάτω εικόνα δείχνει ταινία PTFE)
Συμπερασματικά, οι πειραματικές συγκρίσεις δείχνουν ότι η αντίσταση θερμότητας και οξέος της διαδικασίας συγκολλητικής επικάλυψης είναι ανώτερη από τη διαδικασία ταινίας PTFE.
3. Τυπική ανάλυση περιπτώσεων
Μετά από ένα χρόνο χρήσης, η τσάντα φίλτρου του πελάτη με ταινία PTFE είχε πολλά προβλήματα.
Παρατηρήσαμε ότι τοτσάντα φίλτρουΕίχε μια σειρά από εξογκώματα ταινίας PTFE και ρίχνοντας στο εξωτερικό. Αυτό ήταν στην οπή, στο κεφάλι της τσάντας, στο σώμα της τσάντας και στο κάτω μέρος της τσάντας. Το σχήμα 3.1 δείχνει την ταινία PTFE που διογκώνεται στο σώμα της τσάντας. Η ταινία είναι διογκωμένη, πέφτει και αφήνει πολλή σκόνη μέσα. Όταν το εξετάσαμε κάτω από ένα μικροσκόπιο, μπορούσαμε να δούμε ότι η σκόνη είχε εξαπλωθεί στην άκρη της πύργου και μπήκε στην τοπική πύλη.


Εικόνα 3.1 Η ταινία PTFE που διογκώνονται σε ένα τμήμα της σακούλας φίλτρου (η επάνω εικόνα είναι η συνολική εικόνα, η κάτω εικόνα είναι μια μερική μεγεθυμένη εικόνα μικροσκοπίου)
4 Συμπέρασμα
Τσάντα φίλτρου ως συστατικό πυρήνα του φίλτρου σακούλας,τσάντα φίλτρουΗ συρραφή στην οπή μπορεί να εμφανιστεί διαρροή σκόνης, προκειμένου να μειωθεί ο κίνδυνος διαρροής σκόνης που προκαλείται από υπερβολικές εκπομπές, πρέπει να κατανοηθεί από την πηγή της παραγωγής διαρροής του φίλτρου για να ικανοποιήσετε τις απαιτήσεις της χρήσης της διαδικασίας ραφής του φίλτρου που προτιμάτε τη διαδικασία συγκόλλησης, όταν δεν είναι δυνατόν να χρησιμοποιήσετε τη διαδικασία ραφής για ραφή, μπορείτε να επιλέξετε να χρησιμοποιήσετε τη διαδικασία συγκόλλησης και να χρησιμοποιήσετε τη διαδικασία της ταινίας. Τα πειραματικά αποτελέσματα δείχνουν ότι η διαδικασία συγκολλητικής επικάλυψης έχει καλύτερη αντοχή στη θερμότητα και αντοχή στη διάβρωση οξέος από τη διαδικασία ταινίας PTFE. Επιπλέον, υπάρχει κίνδυνος να ξεφλουδίσει η ταινία PTFE και η διείσδυση της σκόνης μέσω των οπών σε πρακτικές εφαρμογές της ταινίας PTFE. Επομένως, όταν δεν είναι δυνατόν να χρησιμοποιήσετε τη διαδικασία ζεστού τήγματος, πρέπει να επιλέξετε μια αξιόπιστη, ισχυρή διαδικασία συγκολλητικής επικάλυψης, πρέπει να είναι προσεκτική η επιλογή της διαδικασίας ταινίας PTFE.



X
We use cookies to offer you a better browsing experience, analyze site traffic and personalize content. By using this site, you agree to our use of cookies.
Privacy Policy