
Επιλογές για την πρόληψη διαρροής τσάντας φίλτρου σε σταθμούς ηλεκτροπαραγωγής με καύση άνθρακα: Σύγκριση της διαδικασίας συγκόλλησης και της διαδικασίας εφαρμογής ταινίας PTFE
2025-02-25
Σε γενικές γραμμές, προτιμάται η διαδικασία ζεστού τέλουςτσάντα φίλτρουΗ πρόληψη των διαρροών και όταν δεν μπορούν να χρησιμοποιηθούν η διαδικασία ζεστού τέλους, μπορεί να επιλεγεί η διαδικασία συγκολλητικής επίστρωσης ή η διαδικασία ταινίας PTFE. Λόγω των σύνθετων συνθηκών καυσαερίων και του σκληρού περιβάλλοντος των σταθμών ηλεκτροπαραγωγής με καύση άνθρακα, αξιολογήσαμε τη διαδικασία συγκολλητικής επίστρωσης και τη διαδικασία ταινίας PTFE όσον αφορά την αντίσταση στη θερμότητα και την αντοχή στη διάβρωση όξινης διάβρωσης για να παρέχουμε μια αναφορά για την επιλογή μέτρων πρόληψης διαρροής.
1 Αντίσταση θερμότητας ταινίας PTFE
Η θερμοκρασία των καυσαερίων των σταθμών ηλεκτροπαραγωγής με καύση άνθρακα είναι συνήθως πάνω από 100 ℃, ορισμένες ειδικές συνθήκες μπορούν να φθάσουν στα 170 ℃ και η στιγμιαία θερμοκρασία λειτουργίας μπορεί να φτάσει ακόμη και πάνω από 200 ℃. Προκειμένου να προσομοιωθούν οι πραγματικές συνθήκες εργασίας του περιβάλλοντος υψηλής θερμοκρασίας, οι προδιαγραφές των δειγμάτων δοκιμής 5 × 5 cm τοποθετημένες σε φούρνο υψηλής θερμοκρασίας, θερμική επεξεργασία στα 200 ℃ υπό την προϋπόθεση των 24 ωρών για να παρατηρήσουν τις προφανείς αλλαγές του. Όπως φαίνεται στο σχήμα 1, από τη σύγκριση των δειγμάτων επικαλυμμένα με ταινία συγκολλητικής και PTFE πριν και μετά από επεξεργασία υψηλής θερμοκρασίας, μπορεί να φανεί ότι η εμφάνιση των δειγμάτων συγκολλητικής επικάλυψης έγινε ελαφρώς κιτρινωπό χρώμα, αλλά το σφραγιστικό ήταν σταθερά συνδεδεμένο με το υπόστρωμα του υλικού του φίλτρου. Ενώ η ταινία PTFE υποβλήθηκε σε προφανή συρρίκνωση και οι άκρες της ταινίας PTFE αποπνέουν μια προφανή σκούρα κίτρινη ουσία. Επομένως, μπορεί να αποδειχθεί ότι η σύντηξη της ταινίας PTFE και της ραφής δεν εξαρτάται από τη θερμική σύντηξη του PTFE και του υποστρώματος αλλά από την κόλλα, η οποία δεν είναι κατάλληλη για περιβάλλοντα υψηλής θερμοκρασίας.
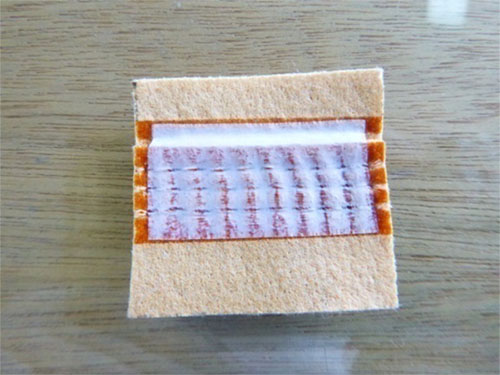
Εικ. 1 Δείγματα μετά από θεραπεία υψηλής θερμοκρασίας (αριστερή εικόνα επικαλυμμένη με κόλλα, δεξιά εικόνα με ταινία PTFE)
2. Αντίσταση οξέος
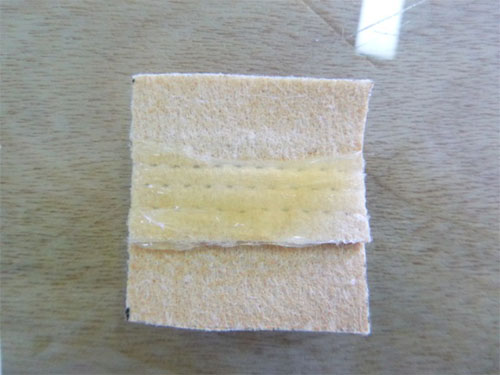
Το θείο στον άνθρακα καίγεται για να παράγει SO2 και στη συνέχεια οξειδώνεται και έρχεται σε επαφή με το νερό για να σχηματίσει εξαιρετικά διαβρωτικό θειικό οξύ, το οποίο θα έχει ορισμένη επίδραση στην ταινία στεγανοποίησης και PTFE που χρησιμοποιείται για σφράγιση με οπές. Προκειμένου να προσομοιωθούν οι πραγματικές συνθήκες εργασίας του περιβάλλοντος διάβρωσης οξέος, οι προδιαγραφές των δοκιμαστικών δειγμάτων 5 × 5 cm τοποθετημένα σε διάλυμα 35% θειικού οξέος, βυθισμένες σε 24 ώρες για να παρατηρηθούν οι φαινομενικές αλλαγές. Όπως φαίνεται στο σχήμα 2, τα δείγματα που υποβάλλονται σε επεξεργασία με τη διαδικασία συγκολλητικής επικάλυψης μετά από θεραπεία με διάλυμα θειικού οξέος, η εμφάνιση του χρώματος δεν αλλάζει σημαντικά, η κόλλα είναι ελαφρώς κολλώδης, αλλά το σφραγιστικό μπορεί να συνδεθεί σταθερά με το υπόστρωμα του φίλτρου. Τα επεξεργασμένα δείγματα PTFE που υποβάλλονται σε επεξεργασία με διάλυμα θειικού οξέος, η ταινία PTFE πέφτει και το υπόστρωμα του φίλτρου είναι σχεδόν διαχωρισμένο, το οποίο μπορεί να οφείλεται στην κόλλα της ταινίας PTFE δεν είναι ανθεκτική στο οξύ που οδηγεί στην πτώση της ταινίας PTFE. Ως εκ τούτου, στις εφαρμογές μηχανικής, η ταινία PTFE είναι επιρρεπής σε πέφτει σε όξινα διαβρωτικά περιβάλλοντα, με αποτέλεσμα την αποτυχία σφράγισης με πύργο και τον κίνδυνο διαρροής σκόνης, οπότε η διαδικασία συγκολλητικής επικάλυψης είναι πιο κατάλληλη για ισχυρά όξινα διαβρωτικά περιβάλλοντα.


Εικ. 2 Δείγματα μετά από θεραπεία με θειικό οξύ (αριστερή εικόνα επικαλυμμένη με κόλλα, δεξιά εικόνα με ταινία PTFE)
Συνοπτικά, μέσω της σύγκρισης δοκιμών μπορεί να βρεθεί ότι η διαδικασία συγκολλητικής επικάλυψης έχει καλύτερη αντοχή στη θερμότητα και αντίσταση διάβρωσης οξέος σε σύγκριση με τη διαδικασία ταινίας PTFE.
3. Τυπική μελέτη περίπτωσης
Ένας λέβητας στην πόλη Hengyang της επαρχίας Hunan, χρησιμοποιώντας την τσάντα φίλτρου που υποβλήθηκε σε θεραπεία με διαδικασία ταινίας PTFE στην πύλη του κατασκευαστή Α, τέθηκε σε λειτουργία τον Σεπτέμβριο του 2016 και Ατσάντα φίλτρουεπιλέχθηκε τυχαία για δοκιμές και αξιολόγηση μετά από 12 μήνες λειτουργίας.
Από το εξωτερικό της τσάντας φίλτρου, η τσάντα του φίλτρου είναι σφραγισμένη με ταινία PTFE και το κεφάλι, το σώμα και το κάτω μέρος της τσάντας δείχνουν πολλαπλή διόγκωση και ξεφλούδισμα της ταινίας PTFE. Όπως φαίνεται στο σχήμα 3.1, η ταινία PTFE διογκωμένη στην τοπική θέση του σώματος της τσάντας. Λόγω της διόγκωσης και της πτώσης της ταινίας PTFE, μια μεγάλη ποσότητα σκόνης παρέμεινε μέσα στην τσάντα και κάτω από το μικροσκόπιο, παρατηρήθηκε ότι η σκόνη είχε εξαπλωθεί στην άκρη των οπών και οι τοπικές οπές μπορούσαν να θεωρηθούν ότι είχαν προφανή διήθηση σκόνης.


Εικ. 3 PTFE Tape που διογκώνεται στην τοπική θέση της τσάντας φίλτρου (η αριστερή εικόνα δείχνει το συνολικό αποτέλεσμα, η σωστή εικόνα δείχνει την τοπική διεύρυνση του μικροσκοπίου)
4. Συμπέρασμα
Τσάντα φίλτρουΚαθώς το συστατικό πυρήνα του φίλτρου σακουλών, η τσάντα φίλτρου μπορεί να εμφανιστεί διαρροή σκόνης, προκειμένου να μειωθεί ο κίνδυνος της διαφυγής σκόνης που προκαλείται από την εκπομπή υπερβολικών προτύπων, πρέπει να συλλάβει από την πηγή της παραγωγής διαρροής του φίλτρου σύμφωνα με τις απαιτήσεις της διαδικασίας της ραφής του φίλτρου, Τα πειραματικά αποτελέσματα δείχνουν ότι η διαδικασία συγκολλητικής επίστρωσης έχει καλύτερη αντοχή στη θερμότητα και ανθεκτικότητα στη διάβρωση όξινων από τη διαδικασία ταινίας PTFE. Και υπάρχει ο κίνδυνος η ταινία PTFE να πέσει και η σκόνη να διεισδύσει μέσω των οπών όταν εφαρμόζεται η διαδικασία ταινίας PTFE. Επομένως, όταν δεν μπορεί να χρησιμοποιηθεί η διαδικασία θερμού τήγματος, πρέπει να χρησιμοποιηθεί μια πιο αξιόπιστη διαδικασία συγκολλητικής επικάλυψης και η διαδικασία ταινίας PTFE πρέπει να επιλεγεί προσεκτικά.



X
We use cookies to offer you a better browsing experience, analyze site traffic and personalize content. By using this site, you agree to our use of cookies.
Privacy Policy